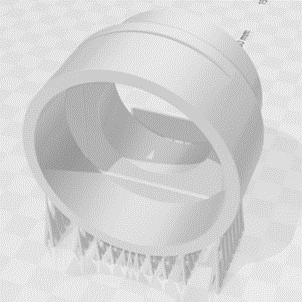
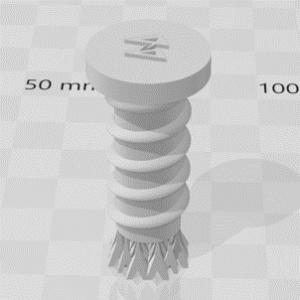
先日、ラボで新たな3Dプリンターを購入しました
CrealityのHALOT ONEです
以下のような見た目です

かっこいいですね(どの3Dプリンターも光造形なら大体はこのような見た目だとは思いますが)
このプリンターは、スクリーンから層ごとに面照射を行うことで光造形するというLCD方式のプリンターです
一般にLayer by layerというやつです
私の家にあるELEGOO MARS 2 Proと同じ方式ですね
(なぜかよくSLA方式と書かれていたりしますが、SLAは正しくはレーザー方式だと思っています)
今回これをラボで購入したのは、主には実験器具をつくるためという目的があります
てわけで、実験器具をモデリングし、3Dプリントすることにしました
目標とする実験器具は、光照射器のスタンドです
ただ今回はHALOT ONEを初めて稼働させることになるので、HALOT ONEがそもそも動くのかを見るのも目的となっています
モデリングの極意
今回はB4の後輩にモデリングのやり方から説明して取り組んだので、シンプルな造形を行いました
シンプルなモデリングであっても注意すべきこととしては、列挙すると下の通りです
①モデリング中のオブジェクトの長さの絶対値はあとでどうにでもなるので、相対値は間違えないこと
②オブジェクトの外側にある面の向きは、stl出力前に全て外向きであることを確認する
(頂点の全選択をしたあと、Alt+Nを押すと開くメニューから、全ての面を外向きにできます。もし外側なのに内側設定となっている面があると、うまく印刷されません)
③モディファイヤーを使用した場合は、stl出力時には全て適用しておくこと
(ミラーモディファイヤー使って出力したオブジェクトは、ミラー側だけが印刷されない場合がありえます。ミラーモディファイヤーは適用しておくことで、予め実体のあるオブジェクトとしておきましょう)
④線分上に位置している頂点がその線分と結合していない場合は、結合させておくこと
(線分と頂点が結合しているかどうかは、Gキーで頂点をつかんでみればわかります。頂点を動かしているのに、線分がその動きについてこない場合は、頂点と線分が結合していません)
以上が注意点です
これが守られていれば、印刷用ファイルとしては問題ないでしょう
モデリング結果
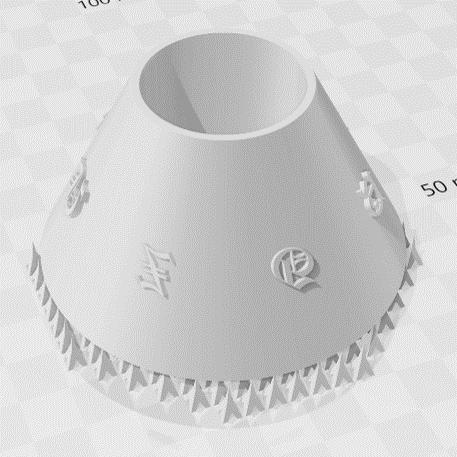
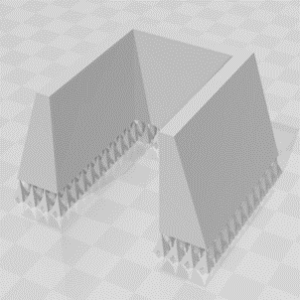
モデリング後のライトスタンドがこちら
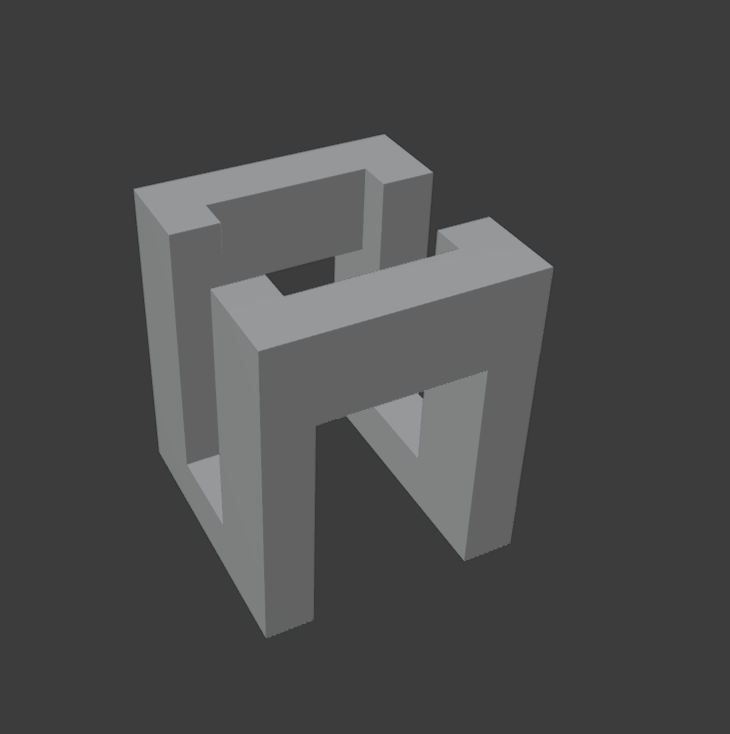
このようにスタンドは「凹」を組み合わせたような形となっています
この凹んだ部分に上向きのライトを置くわけです
ライトの下側からは熱が排出されますから、出来るだけ空気が流れ込みやすいような設計としてあるそうです
(この設計はB4の後輩が考えたものです)
スライシング
作製したモデルのスライシングを行います
スライシングソフトは、HALOT ONE付属のHALOT BOXを使いました
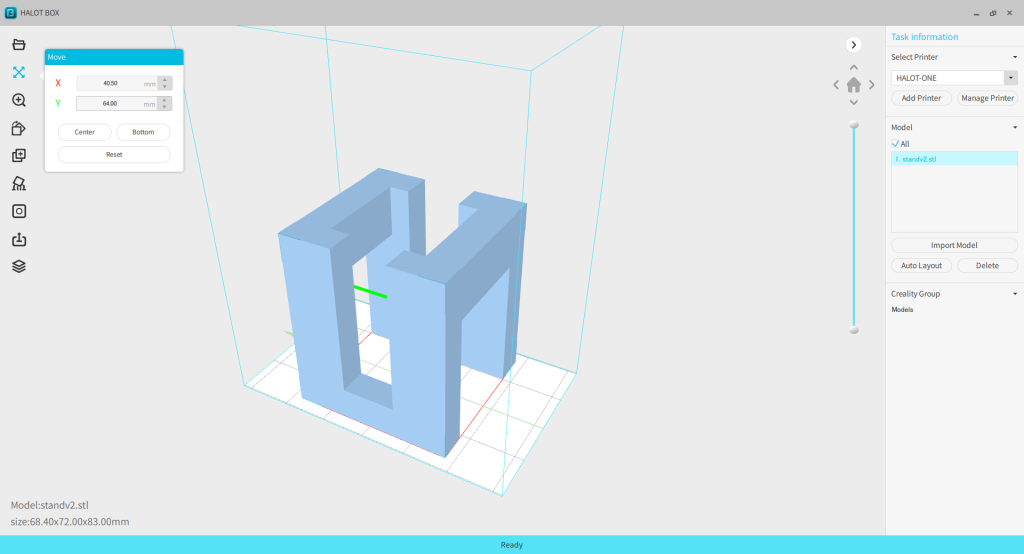
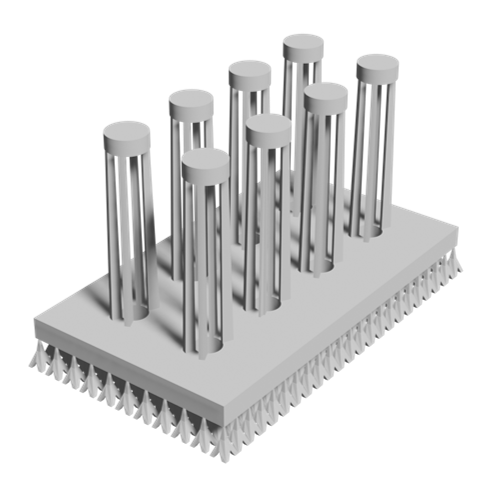
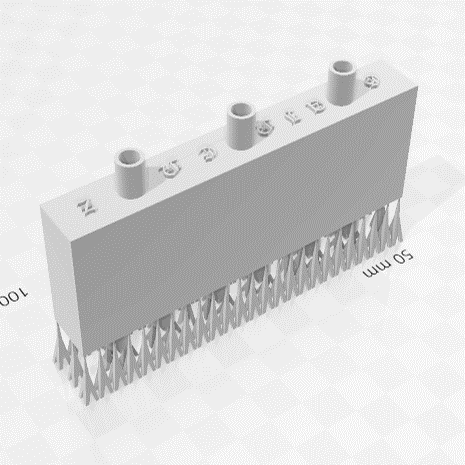
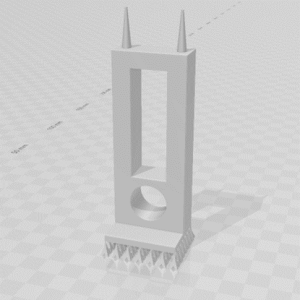
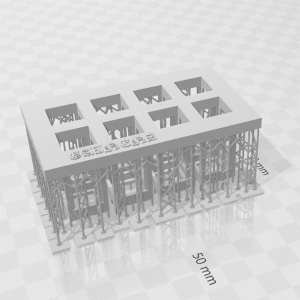
図は、stlファイルを取り込んだ画面です
本来ならば、次にサポート剤の設置を行います
しかし、このソフトはCHITUBOXに比べると使いにくかったので、サポート材は設定せずにスライシングのみを行いました
実はこの選択は、場合によっては良くないです
なぜなら、45°ルールというものが存在するからです
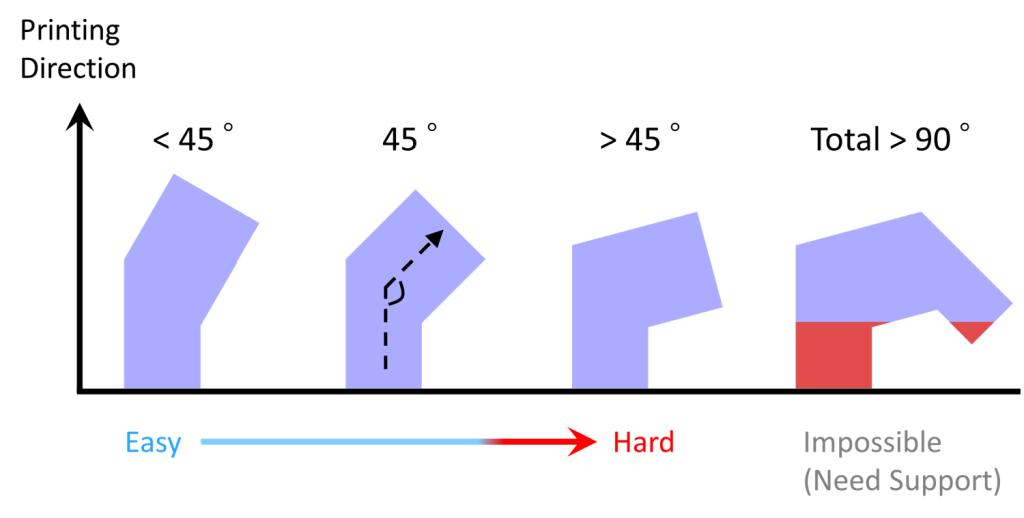
45°ルールというのは、上の画像に示す通りです
造形物の曲がる角度が45°以下であれば、その印刷は一般に余裕であることを意味します
しかし、45°を超えたあたりから難しくなります
これは、一層ずつプリントされるという原理上、印刷初期において、張り出し部分は非常に小さな厚みしかもてず、崩れやすいためです
特に、90°を超えてしまうとサポート材なしでは印刷不可能になります
これは、図の赤色部分で示したように、張り出し部分の先端が浮島のようになってしまうからですね
浮島となることでバラバラにならないように、床(黒線)からサポートを生やして、つなげてあげる必要があります
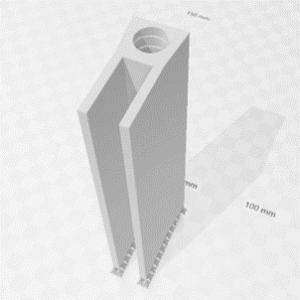
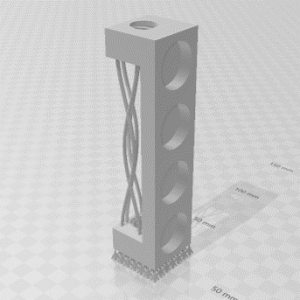
ところで今回の印刷物はΠ字骨格を有しており、中央の張り出し部分を支えるものがありません
では、これは印刷できないのでしょうか?
実は、そんなこともないです
Π字の張り出し部分は両側の支柱に支えられるため比較的安定であり、露光時間を十分にとることで、サポート材なしで印刷することができます
(実は45°ルールは熱形式の3Dプリントに対して用いられるルールであり、光造形の場合はそれほど気にするべきことではないかもしれません)
3Dプリントの条件・結果
というわけで今回採用した印刷条件はこちらです
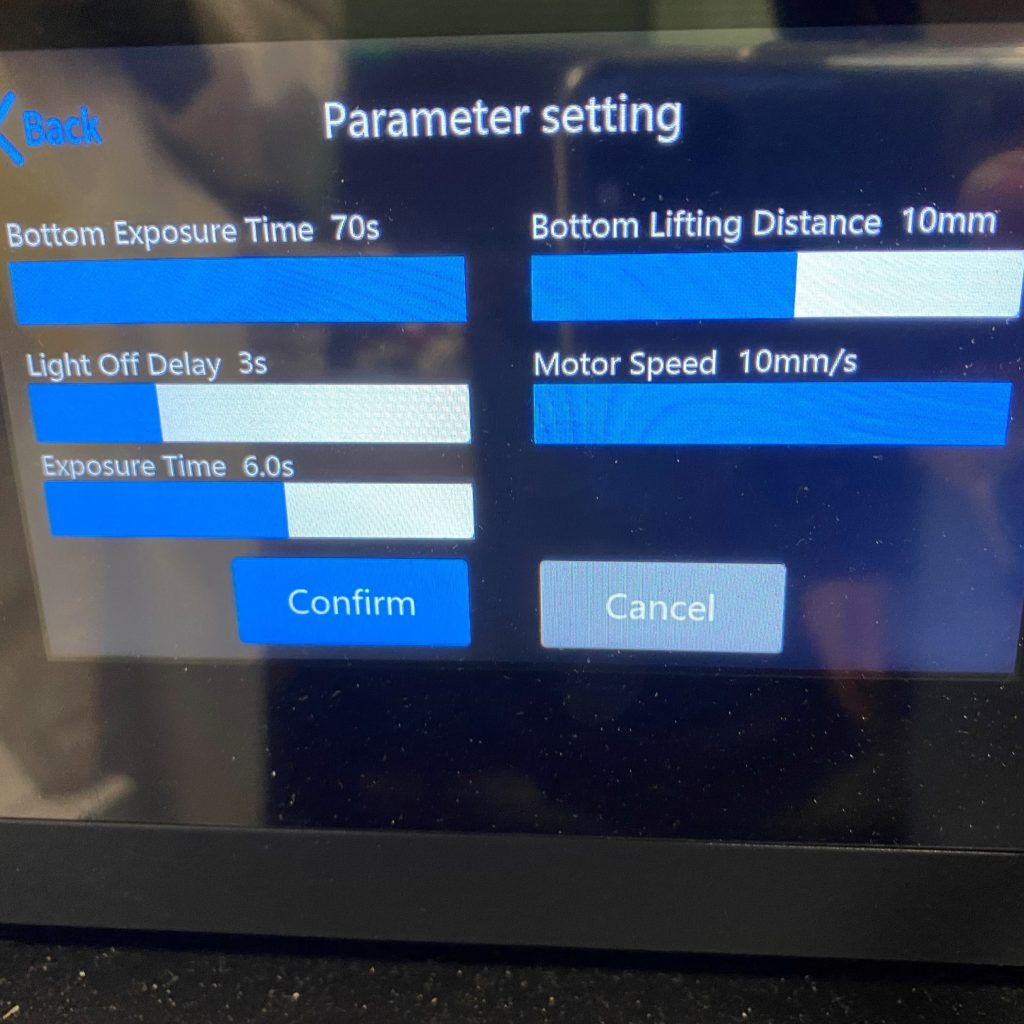
レジンはNOVA 3Dの水洗いレジン(グレー)です
こちらは通常2秒の露光時間で固まりますから、今回の6秒という露光時間は十分な時間であることが分かります
加えて、Motor Speedの10 mm/sはMAXとしてあります
これは印刷時間を短縮させるためです
印刷物はそこそこ大きいので、5~6時間かかりました

今回は初歩的なミスとして、印刷途中でのレジンの補給を怠りました
このため、上の写真では光照射中であるにも関わらず、バット中にレジンがなくなっていることが確認できます
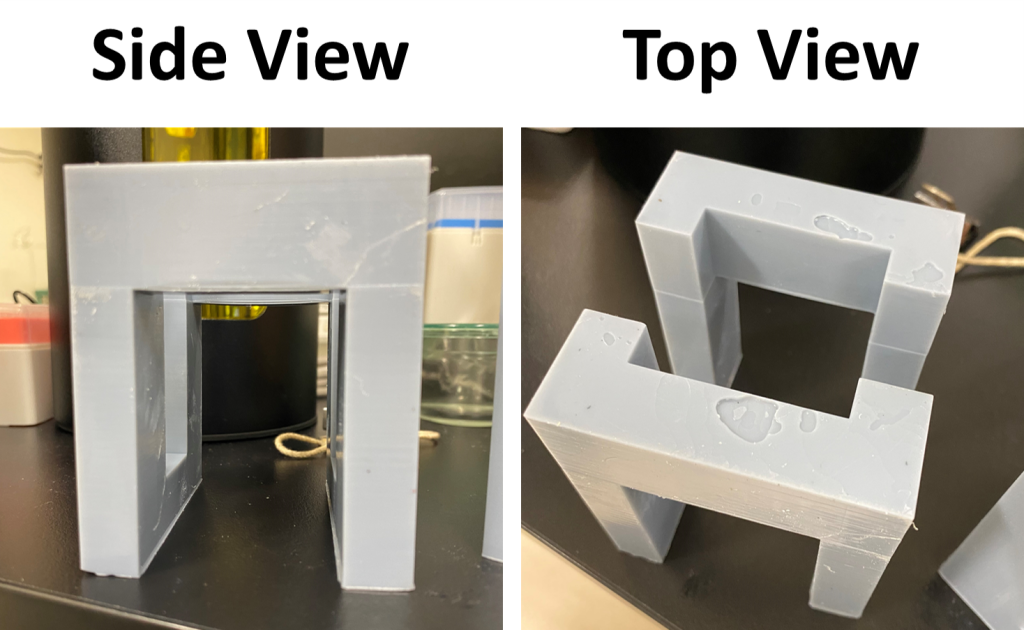
印刷物のSide Viewに注目すると、張り出し部分の造形に成功していることが分かります
しかし、Top Viewに注目すると、レジンの補給を怠ったせいで、上面側が少し欠けてしまっていますね。。。
しかし問題ないです
光ですぐ固まるというレジンの性質が、光造形プリンターの良いところではありませんか
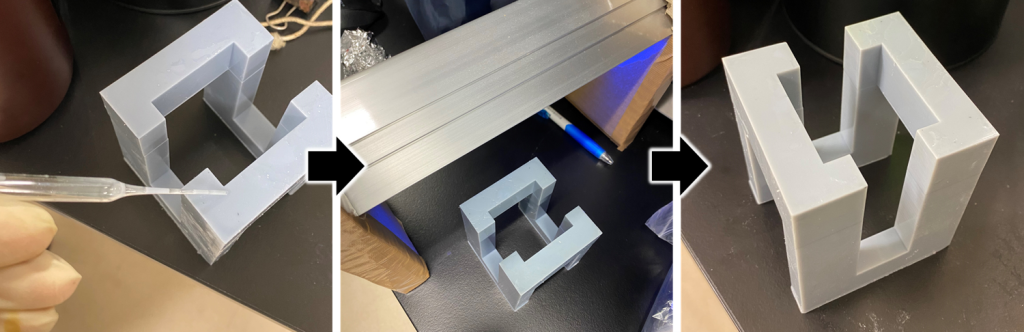
ということで、欠けた部分にレジンをつけたし、さらにUV照射すれば御覧の通り、欠けた部分は目立たなくなりました
こういう自由度の高い修正は、高分子を溶融させる熱方式の3Dプリンターでは難しいかもしれませんね

最終的に、この造形物の空孔部分にはライトが収まり、ライトスタンドとして機能させることができました
したがって、HALOT ONEも高い光造形ポテンシャルを有することが分かりました
ここまで読んでくださり、ありがとうございました。
コメントを残す
コメントを投稿するにはログインしてください。